LA STAMPA FLEXOGRAFICA

Che cos'è la stampa flelxogafica
o flessografica o flexo?
La parola flessografia deriva dalla flessione del clichè
rilievografico
La flessografia o flexografia è
un metodo di stampa rilievografica diretta a rotativa adoperato per questo particolare sistema di stampa.
la flessogafia è attualmente il più importante dei processi di stampa che fanno parte del procedimento rilievografico (gruppo di processi che utilizzano una forma di stampa nella quale i grafismi sono in rilievo e i contrografismi sono incavati).
La flessografia o flexografia è
un metodo di stampa rilievografica diretta a rotativa.
Il processo
flexografico presenta caratteristiche sia della rilievografia,
per la forma di stampa, sia dell’incavografia per la semplicità
del sistema d’inchiostrazione e per la rapidità d’essicazione
dell’inchiostro.
La flessografia usa forme di stampa in materiale elastico: gomma o fotopolimeri
Il processo flessografico presenta caratteristiche sia della rilievografia, per quanto attiene alla forma di stampa, sia della rotocalco, per la semplicità del sistema di inchiostrazione e per la rapida essiccazione dell’inchiostro.
I prodotti
L’applicazione più evidente è la produzione
di film plastici destinati all’imballaggio alimentare, su
laminati plastici e metallici, su polipropilene (PET), poliestere
(PE), alluminio e simili, carte da imballo, sacchetti di materia
plastica,
Per le sue caratteristiche il processo flessografico è particolarmente adatto alla stampa su laminati plastici e laminati metallici: polietilene (PET), poliestere (PE), alluminio e simili,le carte per rivestimento è molto importante
anche la stampa diretta sul cartone ondulato,
carta, cartoncino e perfino legno.
La crescita molto grande della flessografia negli ultimi trent’anni è stata parallela all’espansione dell’industria dell’imballaggio flessibile, a sua volta legata all’espansione della grande distribuzione e alla vendita nella GDO (Grande DistribuzioneOrganizzata).
La flessografia. è ( in concorrenza con la rotocalco) il maggior processo di stampa per : i contenitori del latte, delle bibite, delle borse per la spesa, della carta da regalo e della carta da parati.
I suoi punti di forza sono: il costo relativamente basso della forma di stampa, la possibilità di fare il montaggio della forma fuori della macchina di stampa, la facilità e rapidità di cambio lavoro, la possibilità di stampare su supporti molto diversi come spessore e finitura superficiale (cioè anche su supporti ruvidi), l’economicità e semplicità della macchina da stampa, l’uso di inchiostri economici e a rapida essiccazione.
Le innovazioni tecnologiche della fessografia le hanno permesso di essere impiegata anche nella stampa ad alte tirature dei quotidiani.
Ripartizione del mercato della stampa
flexografica:
Imballaggio flessibile 26%
cartone ondulato 21%
borse di plastica 10%
contenitori per bevande 8%
sacchi e sacchetti di carta 8%
etichette 5%
carta da regalo 4%
carta da parati 3%
altri stampati 15%
La qualità di stampa
La qualità della stampa flessografica non è delle
migliori, anzi è decisamente scadente.
Ciò dipende dalla mancanza di durezza, quindi di stabilita
della gomma stessa.
Un leggero miglioramento si è avuto con l’utilizzo
delle matrici flessibili fotopolimeriche, ma i risultati non sono
mai paragonabili alla stampa tipografica od offset.
Le forme di stampa
Le forme di stampa (clichè) flessografiche possono essere di tipo originale, ossia generate con processo fotografico (fotopolimeriche) di materiale elastico o ottenute per duplicazione (in gomma sintetica).
In entrambi i casi esse sono fissate al cilindro porta-forma per mezzo di un nastro biadesivo.
Le matrici sono fissate sui cilindri lastra e sono inchiostrate
mediante un rullo dosatore “alinox” strutturato a
celle che trasferiscono loro inchiostro liquido a rapido essiccamento
stampabile virtualmente su qualsiasi supporto, assorbente o non
assorbente.
Le lastre fotopolimeriche sono costituite da un materiale plastico generalmente applicato su supporto metallico; il materiale plastico sotto l'effetto di una luce di particolare lunghezza d'onda polimerizza o si reticola, cambiando stato fisico,
Per es. diventa insolubile in acqua o in solventi, oppure da liquido diventa solido.
Sfruttando questo principio è possibile produrre lastre da stampa con elementi in rilievo rispetto a quelli che non stampano.
Se il materiale alla fine è rigido si ottiene una lastra tipografica, se viceversa è elastico si ottiene una lastra flessografica.
Nella flessografia le forme di stampa sono state poi sviluppate macchine che producono cilindri flessografici mediante incisione a mezzo laser, come le macchine dell'inglese Zed.
Questo ha consentito di semplificare ulteriormente la preparazione delle forme di stampa destinate all'imballaggio.

matrici
flessografiche
Gli inchiosti
Gli inchiostri flessografici sono liquidi, come quelli rotocalco;
sono anch’essi molto volatili e consentono un’essiccazione
rapidissima per l’evaporazione immediata dei solventi
Gli inchiostri usati sono del tipo liquido, a base di solventi volatili o a base di acqua. o UV.
La Prestampa Flexo:
Notevole importanza nella flessografia è attribuita alla
fase della prestampa, attraverso la quale è possibile risolvere
alcune problematiche relative a elementi grafici, come lo schiacciamento
del punto, il trapping , o nel caso di un test digitale delle
immagini fotografiche che possono esser tecnicamente modificate
in fase di realizzazione delle matrici tramite specifiche funzioni
impostate e applicate dal RIP.
E’ possibile inoltre in questa fase applicare curve di svuotamento
(dot loss) oppure adattamenti cromatici tramite target ICC, ed
altro ancora, in base alle caratteristiche dello stampato che
si vuole ottenere.
Nella fase di prestampa i singoli elementi vengono analizzati
ed elaborati tenendo presenti alcuni aspetti tecnologici della
stampa evitando così errori nello stampato.

 a
a
impianti di prestampa per stampa
flexografica
Cosa è
il trapping?
Nella prestampa il trapping serve ad evitare gli effetti sgradevoli
di una stampa fuori registro, cioè quando gli inchiostri
sono non esattamente allineati tra loro.
Se uno o più inchiostri sono stampati fuori registro; possono
apparire degli spazi fra gli oggetti o zone di colore laddove
un inchiostro spicca sugli altri invece si fondersi con loro per
simulare un colore.
Per minimizzare quest’effetto, si applica la tecnica del
trapping che prevede di sovrastampare leggermente i colori adiacenti
lungo i bordi comuni.
Il procedimento
di Stampa le caratteristiche
All’interno del gruppo di stampa flessografico, l’inchiostro
si sposta da un rullo al successivo, fino ad arrivare al supporto
da stampare, grazie alla diversa tensione superficiale dei componenti
con cui vengono a contatto.
L’inchiostro di consistenza liquida, si stacca dalle cavità
delle cellette dell’alinox e “bagna ” la superficie
del cliché che ha una tensione superficiale superiore a
quella della ceramica di cui è composto l’alinox.
Nello stesso modo, il film di inchiostro si stacca dal cliché
per bagnare il film da stampare che avrà una tensione superficiale
superiore a quella del fotopolimero.
Grazie alla pressione così morbida che si genera dal contatto
che avviene tra il cliché, il rullo alinox e il supporto
da stampare, assieme alle caratteristiche di elasticità
della matrice, la superficie stampante del cliché si adatta
ai diversi tipi di materiali da stampare.
Questa versatilità di applicazioni che caratterizza il
sistema flessografico ha determinato il successo di questo procedimento
di stampa.
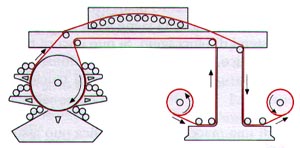
Procedimento di Stampa come avviene
Il gruppo di stampa di una macchina flexografica può assumere
strutture diverse.
Una delle più comuni, soprattutto per macchine veloci,
è quella illustrata nello schema.
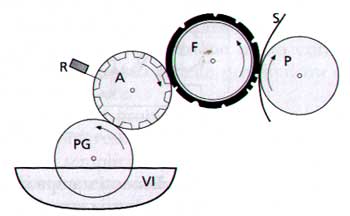
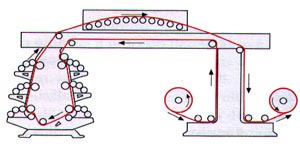
schema del procedimento di stampa
flexografico
VI: vascheta dell'inchiostro, PG prenditore in gomma, A alinox, R racla, F forma di stampa, S supporto di stampa, P pessore.
Questo schema è caratterizzato dalla
presenza di un cilindro inciso che dosa la quantità di
inchiostro trasportato dalla forma e dalla racla.
Il cilindro, comunemente noto con il il termine di “alinox”
o “cilindro inciso”, è in acciaio temperato
o ricoperto di ceramica, con la superficie incisa in tante piccole
cellette, le quali hanno il compito di dosare e trasportare l’inchiostro
dalla bacinella alla forma di stampa.
La racla, poggiando sulle coste di metallo presenti tra una celletta
e l’altra, ha il compito di pulire la superficie del cilindro
prima che venga a contatto con la forma.
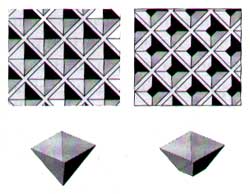
le cellete o gli alveoli di un alinox
Le cellette o alveoli possono essere
di diverse forme: piramidale e troncopiramidale.
La più usata è quella troncopiramidale, perché
ha due importanti vantaggi: la facilità di incisione e
un buon svuotamento dell’inchiostro.
All’interno del gruppo di stampa flessografico, l’inchiostro
si sposta da un rullo al successivo, fino ad arrivare al supporto
da stampare, grazie alla diversa tensione superficiale dei componenti
con cui viene a contatto.
L’inchiostro di consistenza liquida, si stacca dalle cavità
delle cellette dell’alinox e “bagna ” la superficie
del cliché che ha una tensione superficiale superiore a
quella della ceramica di cui è composto l’alinox.
Nello stesso modo, il film di inchiostro si stacca dal cliché
per bagnare il film da stampare che avrà una tensione superficiale
superiore a quella del fotopolimero.
Grazie alla pressione così morbida che si genera dal contatto
che avviene tra il cliché, il rullo alinox e il supporto
da stampare, unita alle caratteristiche di elasticità della
matrice, la superficie stampante del cliché si adatta ai
diversi tipi di materiali da stampare.
Questa versatilità di applicazioni che caratterizza il
sistema flessografico ha determinato il successo di questo procedimento
di stampa.
Parallelamente alla sua grandissima espansione la flessografia. è anche cresciuta molto dal punto di vista qualitativo, soprattutto a motivo dei progressi dovuti alle nuove forme fotopolimeriche, all’introduzione di un particolare rullo per il controllo dell’inchiostrazione (denominato “rullo anilox”), all’utilizzazione della ceramica per la ricopertura del rullo anilox, che ha consentito l’uso della cosiddetta “racla ad inclinazione inversa”.
Questi sviluppi tecnologici le hanno permesso, oltre alla grande crescita nel settore dell’imballaggio, anche di conquistare nuovi mercati nel campo dei giornali quotidiani e della stampa “transfer “(l’immagine prefabbricata viene pressata a caldo sull’oggetto).
Una particolare applicazione della stampa flessografica merita un cenno a parte. Si tratta del sistema di stampa Cameron®, (Il sistema Cameron per
mette la stampa e la confezione in linea integrata (dalla bobina di carta al prodotto finito)per la stampa di volumi di qualità medio-bassa.
Questo metodo consente di stampare a elevata velocità e in unico giro macchina un intero volume, con collegamento diretto alle linee di confezione.
Ciò è possibile in quanto tutte le pagine del volume sono montate su due lunghi nastri flessibili (uno per le pagine della bianca e uno per quelle della volta).
Il sistema si presenta molto veloce ed economico, anche per le eventuali ristampe.
È una variante del sistema flessografico, in quanto, pur utilizzando una forma flessografica (le pagine sono in fotopolimero), usa un inchiostro grasso, tipo quello tipografico od offset.
È un metodo di stampa ideale per l’editoria del tascabile o comunque del libro di medio-bassa qualità con tiratura ragionevolmente elevata.
La casa italiana Cerutti ha sviluppato il procedimento flessografico per la stampa di quotidiani a partire dagli anni Ottanta.
Rotative Cerutti di grandi dimensioni sono state installate per es. a Milano per stampare il quotidiano “la Repubblica”.
LE MACCHINE DA STAMPA FLESSOGRAFICHE

macchina da stampa flexografica
Maflex
Le macchine da stampa flessografiche sono sempre di tipo rotativo, ossia alimentate da bobina. Possono essere:
– a elementi stampa indipendenti;
– a tamburo centrale o ‘a satellite’.
Le macchine a elementi separati hanno come vantaggi fondamentali di essere più economiche, più versatili per quanto si riferisce alla stampa in bianca e volta, più agili per il cambio lavoro.
Quelle a tamburo centrale – normalmente a sei colori, contrapposti tre a tre – rappresentano la soluzione migliore per ottenere stampati di qualità, non solo per quanto si riferisce al registro, ma anche alla qualità in genere, perché la forma di stampa ha una striscia di contatto maggiore con il cilindro di pressione (data la grande circonferenza di quest’ultimo) e la tangenza complessiva del nastro è più lunga; tutto ciò consente di mantenere una pressione di stampa più regolare e di ridurre l’ingrossamento e la deformazione dei grafismi. Hanno però un costo maggiore.
Queste macchine sono a pressione cilindrica
diretta, come il rotocalco, ma il principio e simile alle rotative
stereotipiche.
Le macchine flessografiche sono di semplice struttura.
Elementare è anche il trascinamento della bobina, come
pure l'inchiostrazione, poiché le tinte vengono pescate
da un rullo che attinge in una semplice vaschetta.
Il gruppo stampa di una macchina monocolore è costituito
dal cilindro portamatrice e quello di pressione abbinati ai soli
due rulli inchiostratori, l’uno che pesca l’inchiostro
dalla vaschetta, l’altro, a contatto, che elimina le eccedenze.
Più complesso è il sistema di stampa sulle macchine
pluricolore con più rulli-matrice.
I clichè di gomma riproducenti i vari colori selezionati
vengono applicati ai cilindri con speciali sistemi ottici o meccanici
che avvengono, comunque, fuori macchina.
Tipologie delle macchine da stampa
Le macchine da stampa che sono di tipo rotativo a bobina possono
essere: sia ad elementi di stampa indipendenti (a sviluppo verticale
od orizzontale) sia a tamburo centrale oppure a satellite.
Le macchine a elementi separati hanno come
vantaggi fondamentali di essere più economiche, più
versatili per la stampa in bianca e volta,più agili per
il cambio lavoro.
macchina da stampa a elementi
separati a sviluppo verticale
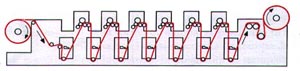
macchina da stampa ad
elementi separati a sviluppo orizzontale o "in linea"
macchina da stampa a
sviluppo orizzontale
Le machine a tamburo centrale (normalmente
a sei colori, contrapposti a tre a tre) rappresentano la soluzione
migliore per ottenere stampati di qualità, non solo per
quanto si riferisce al registro, ma anche alla qualità
in genere.
avendo un punto di contatto ed una tangenza maggiore consentono
di mantenere una pressione di stampa più regolare e di
ridurre l’ingrossamento o la deformazione dei grafismi.
hanno però un costo maggiore.
macchina da stampa a tamburo
centrale o a "satellite"
L’inchiostro nelle macchine
flessografiche deve essere rimescolato e ridiluito perché
l’evaporazione dei solventi ne varia la giusta diluizione
causando cambiamenti di tono e difficoltà meccaniche al
trascinamento della lunga bobina.
L’essiccazione dell’inchiostro flessografico sulla
carta non richiede particolari accorgimenti.
Per la stampa di materia plastica, invece, per nulla assorbente,
l’essicazione richiede dispositivi ausiliari che favoriscono
l’evaporazione dei solventi.
Sono molto diffuse le macchine flessografiche che
stampano carta per avvolgere da banco, e quelle che decorano sacchetti
di polietilene o altre materie plastiche di largo consumo quotidiano..
Le macchine flessografiche, che stampano tubolari di plastica
relativi ai sacchetti, sono delle combinate che provvedono, con
dispositivi aggiunti, al taglio e alla sagomatura dei sacchetti,
come la fustellatura del manico, le angolature, ecc.
Le flessografiche adatte alla stampa di carta in bobina sono invece
dotate di taglierine alla fine del ciclo di stampa.
tavolo di controllo
Alcuni prodotti con la stampa flessografica